
3Dプリンタの解像度と造形速度の最終的な限界を決めるのは実は樹脂だったという小話
-

- いいね!2
Nature3D@フィラメント職人
@nature3d_
ノズルではポリマーが応力を受け、変形エネルギーの一部が弾性的にため込まれている。ノズルを通る際は栓流に近い速度分布(径方向速度一定)となっており、主に壁面近傍でエネルギーがため込まれる。ノズルを出ると壁面での拘束が解かれ、応力が解放されることでダイスウェルと呼ばれる膨張が起こる。 pic.twitter.com/U53pnlBGce
2020-01-17 12:11:45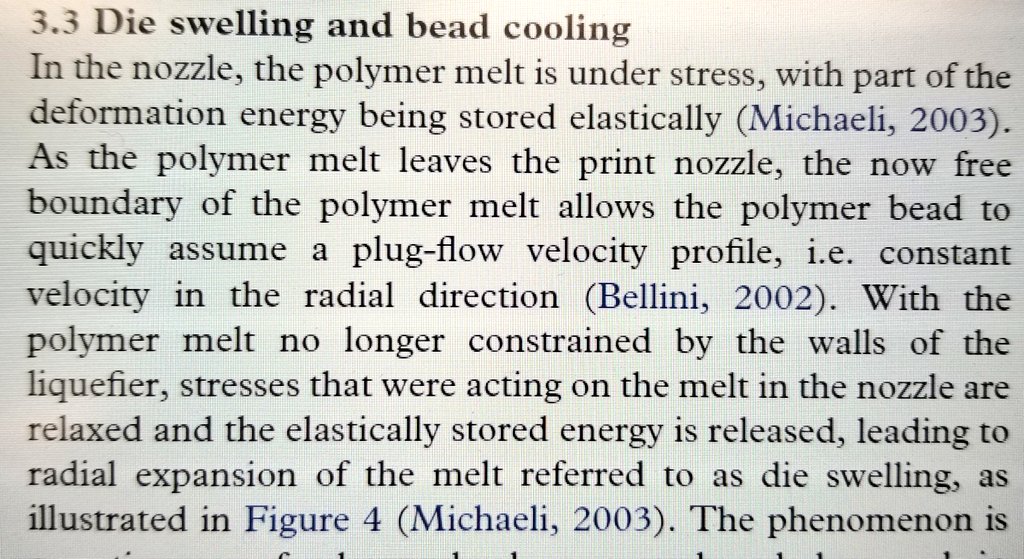 拡大
拡大
 拡大
Nature3D@フィラメント職人
@nature3d_
拡大
Nature3D@フィラメント職人
@nature3d_
この現象はポリマーのレオロジーで活発に研究が行われており、押出をベースとするアディティブマニファクチャリングで達成できる分解能を決める役割を果たしている。ダイ出口(ノズル)での膨張は定量的には押し出された材の最大径とダイ出口径の比で示され、ダイスウェル比と呼ばれている。 pic.twitter.com/1DCXdiCucO
2020-01-17 12:19:21 拡大
Nature3D@フィラメント職人
@nature3d_
拡大
Nature3D@フィラメント職人
@nature3d_
ダイスウェル比の値は材料特性とノズル形状によって異なる。FDMで報告されているダイスウェルは1.05~1.3である。セラミック粒子や炭素繊維など非弾性のフィラーが添加されている場合はダイスウェルが減少する傾向がある。
2020-01-17 12:21:57
Nature3D@フィラメント職人
@nature3d_
初めて3Dプリンタのスライサーを設定したとき、マニュアルにノズル0.4のときは0.48くらいで設定してねと書いてあった。最初何でノズル径より大きい数値を入れるのか、意味がよくわからなかったけど、これがダイスウェル補正だった。上記だとダイスウェル比1.2。
2020-01-17 12:26:07
Nature3D@フィラメント職人
@nature3d_
自分のフィラメントだとフィラーが入っているのでExtrusion Widthをノズル径より小さくしないと合わない。ガラス繊維入りだとExtrusion Width0.39に設定していてダイスウェル比は0.98。文献で言っていることと傾向は合う。
2020-01-17 12:31:58
Nature3D@フィラメント職人
@nature3d_
なぜダイスウェルが分解能を決めるのか腑に落ちなくて、5分くらい考えた。たぶんプリント中にフィラメント送りの速度が変わることでダイスウェルが変化することを言っているんだと思う。これは補正しきれないのでここがFDMでの分解能の限界になるということを言っているんだと思われる。
2020-01-17 12:37:14
Nature3D@フィラメント職人
@nature3d_
フィラメントを強く押し込めば弾性エネルギーがより貯えられるので、ダイスウェルはより大きくなる。ゆっくり押し込めば弾性率エネルギー貯蔵は少なくてすむので、ダイスウェルは小さくなる。たぶんこれが造形中に繰り返されるとノイズみたいになるので、分解能はここが限界ですよということかと。
2020-01-17 12:49:11
Nature3D@フィラメント職人
@nature3d_
3Dプリントの速度についても上限はやはり樹脂で決まると考えられている。プリントの速度を上げていくとノズル出口の樹脂が波打ち始め、外観が悪化する。メルトフラクチャという異常流動。 pic.twitter.com/wd6Nn8zTZg
2020-01-17 14:57:13 拡大
拡大
 拡大
拡大
メルトフラクチャについては少し記載していますので興味があればどうぞ。
http://nature3d.net/explanation/melt_fracture.html